
I have never welded anything in my entire life, but for about just as long – I’ve been wanting to learn. And now the time has come!
MIG (Metal Inert Gas) welding is possibly the easiest. There are two types of MIG welding: bare wire and flux core. When MIG welding with a bare wire a shielding gas is needed to protect the weld from contamination.
Stick welding is another welding technique, commonly referred to as arc welding. The filler rod itself conducts the current, which heats the material and smelts the rod.
TIG welding is an arc welding technique that uses a non-consumable electrode to heat the material and create the weld pool. Then a bare filler rod is dipped into the pool to further fuse or weld the parts together. This is the most versatile welding technique, but also the most difficult to master.
This is a good article describing these and more welding techniques. For me however, the choice is simple: I’m going to start TIG welding!
Getting Started
Good video to get started:
Assembly
Torch goes into negative; you will be welding with Direct Current Electrode Negative (DCEN). Ground / Earth lead goes in the positive port. It’s that simple. No good reason to do anything else, at least not for the beginner.
I stumbled upon this vide and liked watching it for two reasons: it made everything seem more real and attainable, and he is using the same welder as I was considering (Röhr HP-160L). Seeing it being assembled and used helped make up my mind:
Consumables
There are a number of consumables needed:
- Tungsten rods; a non-consumable, but as a beginner I expect to be dipping and grinding those things a lot.
- Filler rods
- Cup
- Argon Gas
Tungsten
If you have an inverter welding machine just pick any Tungsten colour you like, your choice only matters if you have a transformer machine (unlikely). You should go with the widest diameter rods that fit with your torch.
I’m going to avoid the radioactive ones, as grinding the thoriated tungsten could actually be dangerous and non-radioactive alternatives exist. Furthermore the Danish Welding Institute has recommended that thoriated tungsten be phased out.
Filler Rods
When picking the rods, for welding carbon steel there is apparently really only two kinds options to consider: the ER70S-2 (gooey) and ER70S-6 (runny); the recommendation is to buy both to find the one you prefer.
For stainless steel filler rods, it’s either the ER308 or ER308L. Again, as a beginner it really doesn’t matter which is picked.
Cups
For the cups – it’s easy: stick with the standard cup that comes with the machine, as they will clearly reveal your mistakes making it easier to improve your technique.
Argon Gas
You should be welding with 100% Argon – at least as a beginner. No point in being creative. Argon gas doesn’t expire, so as long as you shut off the flow – it’ll be there waiting for your next project.
Many factors affect your gas usage. As a beginner, you’ll use more gas because you start and stop more, do more mistakes, etc., which means more gas is “wasted” for the pre- and post-flow.
With a no. 6 cup you’ll likely use 15 to 20 cubic feet per hour, which is about 0.567 cubic meter per hour (9 liters per minute). A 20 liter tank holds about 4.2 cubic meter of gas, which should be enough for about 7.5 hours of welding. A full 20 liter tank weighs about 30 kg.
Welding
TIG welding will or should generally put 20% of the heat on the Tungsten and 80% on the material.
Use 40 amps per mm material.
Cup size determines two things:
- Flow-rate is about 3 × cup size: #6 cup 15-20 CFH.
- Steel: using too much or too little gas will result in porosity.
- Aluminium: too much creates very loud arc noise, and with way too much or too little you’ll have contamination.
- Maximum stick-out (of the tungsten) is 1 × cup size.
If welding with a pulse, you will probably find 1.5 – 2 Hz or above 32 Hz the least annoying.
Tips for Beginners
Don’t save money on your mask! You cannot weld without your eyesight, so avoid crap by paying more than £70 / $100.
Good gloves is also a good investment, and probably a TIG Finger.
Keep the filler rod (and weld) in the gas shield during post-flow.
You should keep your eyes on the puddle. In other words, if you cannot see the puddle, you cannot weld.
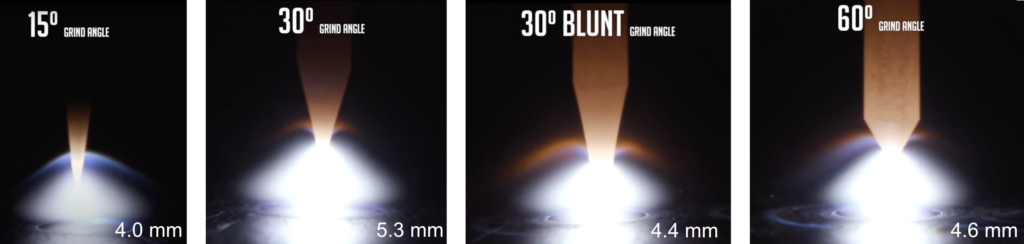
Get comfortable, loose and don’t float. Find a way to lean your hands comfortably while welding for the most stable cone or arc envelope. Keep the filler rod perpendicular to the tungsten, and weld by moving your torch towards the rod.
Below you see four different tungsten grind angles, and how it affects the arc envelope. Follow the link to hear what is said about them, as I can’t really interpret the outcome – beyond determining puddle size:
What gas tank size to get?
To decide what size to buy calculate transportation cost, and time lost while refilling to properly compare between a small and a large tank.
Generally, you should buy the biggest Argon gas tank you can afford and handle (lift, transport and store safely). It’s cheaper to refill a big tank (big slice of the cost is for handling, not the gas itself), and you reduce the risk of running out mid project. Then again, if you need to be mobile, maybe get a smaller tank.
A good idea could be to buy two tanks of the same size, so you can swap when running out. This also ensures you have gas when the other is off for a refill.
I considering getting two 10 liter bottles, but I think a single 20 liter tank should be fine.